达人篇:5)公差的正态分布与CPK与制程能力(重要)
本章目的:明确公差分布(Tolerance Distribution)也有自己的形状,了解CPK概念。
1.正态分布(常态分布)normal distribution的概念
统计分析常基于这样的假设:零件在大批量生产时,其尺寸在其公差范围内呈正态分布(常态分布)normal distribution。
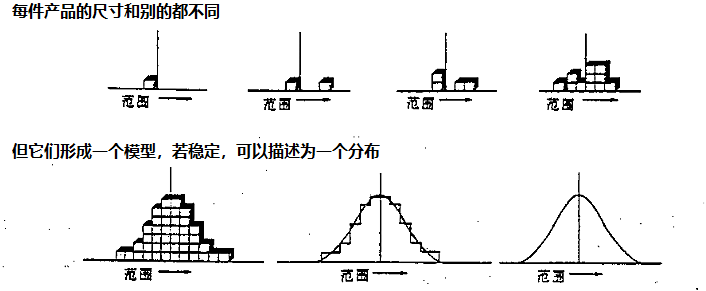
事实也是如此,针对一个零件尺寸,在一定制造条件下制造并测量无数个零件,并记录相同尺寸出现的频率,可以绘制出一张尺寸大小的频率图,这张图纸就是正态分布图。如下面两张图所示(一简一繁)。

多数的零件尺寸值会向着图形的中心,即尺寸的平均值聚集,离平均值越远,该尺寸出现的可能性就越小。
这里就有两个重要值,中间值μ与标准差σ。即公差形状的中心和范围,各本书中关于这两个值的解释和标注都有所不同,但工程师要注意其本质。
中间值μ:曲线对称轴的位置,这决定了整条曲线的位置。
标准差σ:由中间值到曲线的曲率正负号改变点的距离,这决定了曲线的分散或集中程度。
补充解释如下图(spc手册):
正态分布,即是公差的形状,需要熟记于心。
从正态分布的概念看出,图纸公差标注只代表的是范围值,却不能规定制造零件的合格率形状。
所以我们在图纸绘制时,标注的公差并不能约束它的分布形态。但标注时就需要了解统计分析,遵守基本的公差分布情况。
比如单边公差标注,如1(+0.5/0)等,并不能约束所有制造的零件尺寸又在你的公差范围内,同时又偏向一边,不合理的。如下图:
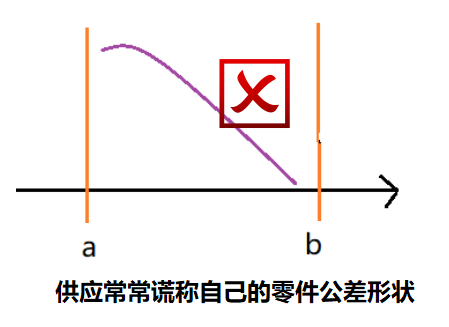
很多供应商声明它们在制作零件时既能保证尺寸在[a,b]范围以内,又能保证大部分的零件靠近a值。这并不符合正态分布的概念。
供应商会告诉你他能做到很多事情,却常常隐瞒你要付出的代价。
1.1 各种公差分布(Tolerance Distribution)的形态
公差分布型态(Tolerance Distribution)不只是一种。如下图所示:

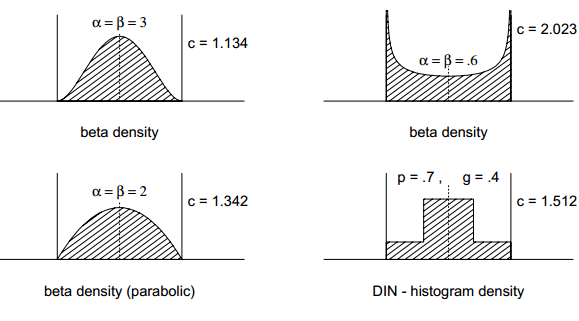
图1为正态分布(或称之为常态分布),这是大多数零件生产时候会出现的情况。但这种情况并不是唯一的,极端情况下也会出现其他的公差分布形态。我们很多时候进行统计分析时都是运用正态分布图,但也不要忘记其他公差分布的情况。
就作者的理解,其他有规律的公差形状,如倒钟形或双峰形等,也可以算是正态分布的变种。所以应该也能进行统计分析的计算(这些知识作者就没有研究这么深了)。
2.理解正态分布存在的价值
有些机械设计师不明白,我为什么要理解公差的分布形状,制造方不是只要制造尺寸公差合格的零件就行了么,尺寸不合格的零件,当然不要了。
这个概念其实不算错,但现实不会如此简单。
假如量产100万件产品,成本是10元,合格率100%。但当成本降低至8元时,而合格率为99.9999%。你是老板,你会怎么选?
一般人当然会选后者。
而大幅度降低成本,却只会小幅度增加不良率的依据,正是正态分布图。(cpk是要和正态分布要一起讲的概念)
又但是,这件事不绝对,有些产品的正太分布是水平线的形状或倒V字,这时候降低生产精度和成本,会大幅度提高不良率,就不合适了。
而如何正确控制不良率和成本,就是质量管理的作用。设计也要参与其中,产品设计就是在成本与质量的之间衡量,而且也是性价比最好的手段(虽然不敢称之为最快或最好的手段,但设计绝对是性价比最高的手段)
设计者为什么可以敢于设计一个可能有错误的产品,制造方为什么有理由制造错误的产品,检测人员为什么能放过错误的产品。
请看所有万恶之源:正态分布与cpk。
3.cpk是基于正态分布原理
cpk的统计是基于零件的公差分布是正态分布(Tolerance Distribution)。
对于非正态分布的统计分析,是否能用cpk,作者也不能肯定。(没有对应的中文资料,统计技术也是在发展的)
4.CPK的基础知识点
1)Cpk (Complex Process Capability index .)的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估的一类指标。
2)同Cpk息息相关的两个参数:Ca , Cp.
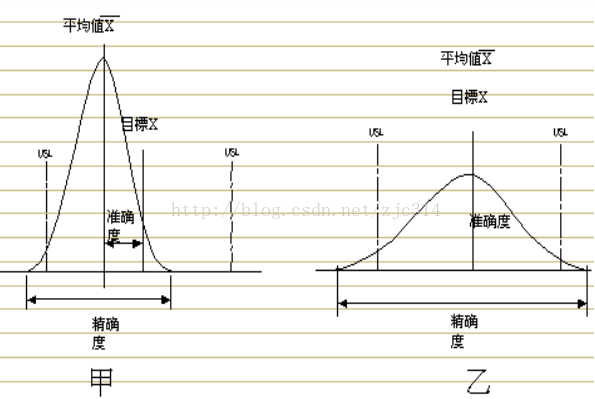
Ca: 制程准确度。 在衡量「实际平均值」与「规格中心值」之一致性。对於单边规格,因不存在规格中心,因此不存在Ca;对於双边规格,Ca=(ˉx-U)/(T/2)。
Cp: 制程精密度。 在衡量「规格公差宽度」与「制程变异宽度」之比例。对於单边规格,
只有上限和中心值,Cpu = | USL-ˉx | / 3σ。
只有下限和中心值,Cpl = | ˉx -LSL | / 3σ
对於双边规格:Cp=(USL-LSL) / 6σ
3)Cpk, Ca, Cp三者的关系: Cpk = Cp * ( 1 - |Ca|),Cpk是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势)。
//也就是说,中心值μ越是接近于理论值,Ca越小。越是集中,Cp越大。这样的趋势,也就是cpk是越好的。
4)当选择制程能力Cpk来作管控时,应以成本做考量的首要因素?还有是其品质特性对后制程的影响度。
5)计算取样数据至少应有20~25组数据,方具有一定代表性。
6)计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。
7)首先可用Excel的“STDEVP”函数(注:应该是“STDEV”,可参考minitab计算出的数据。excel2007及早期版本与STDEV.P计算值相同)
自动计算所取样数据的标准差(σ),再计算出规格公差(T),及规格中心值(U). 规格公差T=规格上限-规格下限;规格中心值U=(规格上限+规格下限)/2;
5.cpk评级标准及处理
1)依据公式:Ca=(X-U)/(T/2) , 计算出制程准确度:Ca值 (X为所有取样数据的平均值)
Ca的评级标准及处理:
| 等级 | Ca值 | 处理原则 |
| A | |Ca|≤12.5% | 作业员遵守作业标准操作并达到要求,需继续保持。 |
| B | 12.5%≤|Ca|≤25% | 有必要将其改进为A级。 |
| C | 25%≤|Ca|≤50% | 作业员可能看错规格或不按作业标准操作。须检讨规格及作业标准。 |
| D | 50%≤|Ca| | 应采取紧急措施全面检讨所有可能影响之因素,必要时得停止生产。 |
2)依据公式:Cp =T/6σ , 计算出制程精密度:Cp值
Cp的评级标准及处理:
| 等级 | Cp值 | 处理原则 |
| A+ | Cp≥1.67 | 无缺点。可考虑降低成本。 |
| A | 1.33≤Cp≤1.67 | 状态良好维持现状。 |
| B | 1.00≤Cp≤1.33 | 改进为A级。 |
| C | 0.67≤Cp≤1.00 | 制程不良较多,须提升能力。 |
| D | Cp≤0.67 | 制程能力歹差,应考虑重新整改设计程程。 |
3) 依据公式:Cpk=Cp(1-|Ca|) , 计算出制程能力指数:Cpk值
4)Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策)
| 等级 | Cpk值 | 处理原则 |
| A++ | Cpk≥2.0 | 特优,可考虑成本的降低 |
| A+ | 2.0 > Cpk ≥ 1.67 | 优,应当保持之 |
| A | 1.67 > Cpk ≥ 1.33 | 良,能力良好,状态稳定,但应尽力提升为A+级 |
| B | 1.33 > Cpk ≥ 1.0 | 一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为 A级 |
| C | 1.0 > Cpk ≥ 0.67 | 差,制程不良较多,必须提升其能力 |
| D | 0.67 > Cpk | 不可接受,其能力太差,应考虑重新整改设计制程。 |
5) Cpk、西格玛σ,PPM,(parts per million 百万分之),合格率。
作者看过很多资料,总感觉这些换算的表格不一致?不知道是不是因为中间值u的1.5σ偏移的问题。
下面这份表格是作者现在最认同的,毕竟6σ表示百万分之3.4件不合格。
西格玛与PPM换算表
CPK与PPK都是表示制程能力的参数,PPK中添加了对过程特殊原因的关注,是描述过程性能的指标,两者的不同在于取标准差的算法不同σ,其余计算方法实际上是一样的。现实中也常常用cpk代替PPK的运算。6)CPK与PPK的不同
5.cpk是针对特征而言的
有些质量管理人员讲解cpk单指尺寸,但实际上cpk与正态分布图的应用范围是很广的。比如材料的某些特性也是呈正态分布的,再比如大多数产品的合格率也是呈正态分布的。
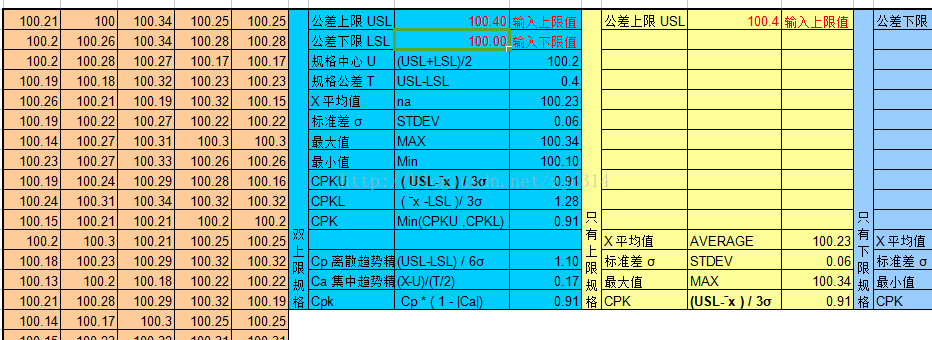
6.cpk统计表格的运用
现在cpk统计并非需要手工计算,简单的方法可以运用cpk统计的表格(网上可以简单地找到,作者分享里也有),如下图所示:
7.cpk章节对应的资料汇总

达人篇:5)公差的正态分布与CPK与制程能力(重要)的更多相关文章
- 製程能力介紹(SPC introduction) ─ Cpk之製程能力解釋
Cpk之製程能力解釋 Cpk就是綜合考慮精度與準度的製程能力指標. Cpk=(1-Ck)‧Cp 也就是在考慮Cp的同時,再考慮乘上一個(1-Ck)係數,去彌補Cp之不足,此係數最大時為1,也就是(Ck ...
- 达人篇:2.1)APQP产品质量先期策划
本章目的:介绍APQP的概念,明确APQP各个阶段提交的内容.理解APQP是帮助而不是负担. APQP概念: 产品质量先期策划(Advanced Product Quality Planning,简称 ...
- 达人篇:3.1.3)FAI 首件检验
本章目的:了解FAI. 1)定义: FAI: First Article Inspection Report . 汉语译作:首件全尺寸检验报告. 2)目的 制作FAI报告是为了检查成型后的产品尺寸是否 ...
- 达人篇:6.3)试验设计DOE,Design of Experiments
本章目的:了解DOE,结构工程师为什么学习DOE. 1.前言:结构工程师为什么要学DOE 作者作为一名结构工程师,为什么要学习DOE. 很简单,在第四版FMEA手册中,DOE是重要的探测控制手段.如图 ...
- 【Python之路】第九篇--Python基础之线程、进程和协程
进程与线程之间的关系 线程是属于进程的,线程运行在进程空间内,同一进程所产生的线程共享同一内存空间,当进程退出时该进程所产生的线程都会被强制退出并清除.线程可与属于同一进程的其它线程共享进程所拥有的全 ...
- Python之路【第七篇续】:进程、线程、协程
Socket Server模块 SocketServer内部使用 IO多路复用 以及 “多线程” 和 “多进程” ,从而实现并发处理多个客户端请求的Socket服务端.即:每个客户端请求连接到服务器时 ...
- 这篇文章揭开python进程、线程、协程神秘的面纱
1.概念 [关注公众号"轻松学编程"了解更多. 回复"协程"获取本文源代码.] 从计算机硬件角度: 计算机的核心是CPU,承担了所有的计算任务. 一个CPU,在 ...
- 基础篇:4.1)规范化:3d工程图纸出图步骤详解
本章目的:按照工程图出图步骤,更方便出具规范的工程图. 1.工程出图步骤 这是作者个人归纳的步骤,供同行业工程师参考完善. 以solidworks为例,工程出图步骤如下:1.1)打开绘制的3d零件图, ...
- Cpk
CPK:Complex Process Capability index 的缩写,是现代企业用于表示制程能力的指标.制程能力是过程性能的允许最大变化范围与过程的正常偏差的比值.制程能力研究在於确认这些 ...
随机推荐
- crm第一天
课程由1-7组成 自己实现的代码: 教程:
- $_SERVER['HTTP_REFERER']
$_SERVER['HTTP_REFERER']//获取前一个页面的url地址
- [转]Python-__builtin__与__builtins__的区别与关系(超详细,经典)
在学习Python时,很多人会问到__builtin__.__builtins__和builtins之间有什么关系.百度或Google一下,有很 多答案,但是这些答案要么不准确,要么只说了一点点,并不 ...
- hbase java api样例(版本1.3.1,新API)
hbase版本:1.3.1 目的:HBase新API的使用方法. 尝试并验证了如下几种java api的使用方法. 1.创建表 2.创建表(预分区) 3.单条插入 4.批量插入 5.批量插入(客户端缓 ...
- Spring 注解 整理
首先 在xml中配置 xmlns:context="http://www.springframework.org/schema/context" http://www.spring ...
- SQL序列键
当需要更新表中的数据或像表中插入数据时,在很多情况下需要产生唯一的整数序列键 一:更新列的值为唯一值 原数据如下图: 可以定义一个CTE,返回orerid列的值以及row_number()的计算结果. ...
- js流程图:aworkflow.js
auto-workflow 用于快速构建各种关系图的库 github地址:https://github.com/auto-workflow/AWorkflow 快速开始 npm install awo ...
- python切片、列表解析、元组
1.列表解析 test = [x**2 for x in range(1,11)] 2.切片 test1 = ["a","b","c",&q ...
- Java多线程设计模式(二)
目录(?)[-] Guarded Suspension Pattern Balking Pattern Producer-Consumer Pattern Guarded Suspensi ...
- CodeForces 588E A Simple Task(线段树)
This task is very simple. Given a string S of length n and q queries each query is on the format i j ...