APS系统生产流转方式和批量算法研究
01、前言
在经济领域,生产型企业是经济的根基,有了生产型企业生产出的各种产品,才有物流、网上购物和金融融资等活动。对于生产型企业,其制造能力是其核心竞争力。如何提升制造能力一直是生产型企业面临的课题。制造能力提升包括很多方面,例如提高设备精度,改进产品品质,降低不良率,生产合理安排调度。企业要改进生产管理,使得生产安排更合理,就需要改进生产计划排程。

制造业多数企业为中小企业,中小企业的生产特点一般是多品种、小批量。因企业生产规模小,一般难以接到生产批量大的订单。对于多品种、小批量生产类型,企业生产计划排程一直是个难题。因为品种多,导致数据计算量大,而批量小又会导致换线频繁。
APS是针对生产计划排程的解决方案。APS将生产计划排程的规则固化到计算机软件上,利用计算机高速计算能力提高排产效率,提高生产资源利用率,从而增加企业竞争力。
笔者就职于一家典型的机械加工企业,零件超过2000种,其生产类型属于典型的多品种、小批量。针对本企业生产计划排程的难题,笔者开发了用于本企业的生产计划排程APS系统。本文将结合笔者开发经验,介绍生产计划排程APS中的生产流转方式和批量问题,供相关职业者开发APS系统时参照。
02、三种生产流转方式
对生产型企业,一般说零件每次生产批量都会达到一定数量,例如每批几百或者几千个。一些特殊行业生产批量较少,例如模具行业,针对某个模具,虽然工序很多,但只生产一个或者数个。
大批量生产零件在不同工序前后流转时,就会有一个不同于小批量生产的流转问题。生产小批量零件特别是单个数量,肯定是前工序完工后再开始后工序。但是大批量生产就会出现多种选择,可以这一批零件前工序都完工后再开始后工序的生产,也可以这批零件的前工序完成一部分后,后工序就开始生产。
一般来说,我们可以将成批零件前后工序流转分成三种情况。第一种方式被称为顺序移动,它的特点是成批零件的前工序都完工后,再开始下一道工序;第二种方式是平行移动,它的特点是一整批零件前工序分成几个小批量间断性生产,完成一个小批量后就开始下一道工序的生产;第三种方式是平行顺序移动,它的特点是零件生产不做批量分割,等零件前工序完成部分时,后工序开始生产,但后工序不会有等待加工情况,需要计算好前工序加工完多少数量后再开始后工序,避免如果后工序加工速度比前工序快,后工序出现等待前工序零件加工情况。下面将详细介绍这三种方式。
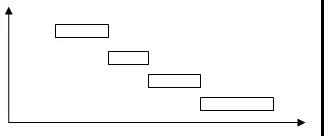
03、顺序移动
顺序移动是指一批零件有多个生产工序,一道工序的整批零件都加工完后,再开始下一道工序。如果用图示表示,图示如下:
采用顺序移动方式的优点是:
1、排生产计划简单,不用花时间计算是否需要批量分隔,也不需要计算,是否前工序未完工时,后工序就要开始加工。
2、设备利用率高。因为加工后工序时,前工序所有零件都已经加工完毕,即使后工序加工速度更快,也不会出现等待料加工的情况。
3、减少车间内搬运量。因为前工序整批零件都加工完后,才开始下工序。可以整批零件都加工后,再转移到下工序所在设备处,搬运效率更高。
顺序移动的缺点是:
生产周期长;因为后工序需要等待前工序全都加工完毕后才能开始,当工序数量超过两个时,后面工序等待时间长,整体生产周期长。
顺序移动适用的场合:
因顺序移动减少了设备出现等待物料加工的情况,也减少了切换次数,降低了设备切换成本,但其加工周期长。它适用于产品交货期比较富余的情况。
顺序移动的生产周期计算方式:
它的零件加工周期计算非常简单,就是零件各工序加工周期做简单加和就可。
例:一批制品,批量为4件,须经四道工序加工,各工序时间分别为:
t1 = 9,t2 = 5,t3 = 15,t4 = 10。
加工周期采用顺序移动方式计算
T=4*(9+5+15+10)
04、平行移动
平行移动是指一批零件中的部分零件一道工序完工后,就转移到下一道工序生产的移动方式。例如一批零件400个,第一工序加工完200个后,这200个就转入二工序加工。当然也可以加工一个零件后,就这一个加工好的零件就转入下一道工序。
当前多数资料介绍平行移动为加工完一个零件,就转移到下一道工序,笔者认为这么定义平行移动过于狭义,因为实际生产中不同类型设备可能位于不同地点,如果完成一个零件某工序就转移到下一道工序搬运太频繁,搬运成本太高,并且如果下工序加工速度快,其等待物料加工情况会很频繁,浪费设备产能。将平行移动定义为完成一批中部分零件后,再转移到下一道工序更符合实际情况,更合理。
因为平行移动生产方式,下一道工序开始时间早,类推最后一道工序开始时间也早,零件的生产周期短。它的生产周期也比下面要介绍的平行顺序生产方式短,是三种生产方式中生产周期最短的移动方式。
平行移动图示如下:
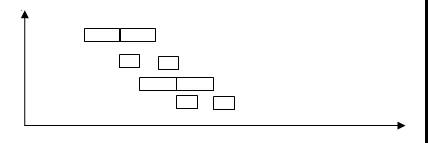
平行移动的优点是:
1、加工周期短,因为不用等待整批零件都加工完,前面工序加工完一部分后,就可以开始后面工序,类推整个加工周期也短了。
2、滞留车间的在制品少了,在制品减少有利于减少空间占用,加快资金周转。
平行移动的缺点:
降低了设备利用率。有的工序因为加工速度快,会有设备空闲等待前工序的情况。如果在等待期间不安排其它零件加工,设备会有一段时间闲置。如果在空闲时间安排其它零件加工,设备加工不同零件会有来回切换的时间成本。
平行移动的适用场合:
相对于顺序移动,平行移动加工周期短,但设备利用率低些。它适用于产品交货期短的紧急情况,为了满足客户交货期,采用平行移动缩短生产周期。
平行移动生产周期的计算方式较顺序移动要复杂,它的计算公式如下:
整批数量Q0
整批的分段数n
分段后批量数量Qn
加工工序数量m
最长工序加工一件的时间tL
例:一批制品,批量为4件,须经四道工序加工,各工序时间分别为:
t1 = 11,t2 = 5,t3 = 15,t4 = 10。
采用平行移动方式计算,其加工周期
T=(11+5+15+10)+(4-1)×15=86
05、平行顺序
三种生产方式将平行顺序放在最后介绍,因为它是既综合前两种生产方式的优点,也综合了它们的缺点。
不同于顺序移动,它并不是一定要前道工序整批零件都加工完了,才开始后到工序,而是在一定程度上,前后工序并行生产。如果前工序生产速度快,后工序慢,这两道工序同时开始生产,后面工序也不会出现等待物料加工情况。如果前工序慢,后工序快,则需要计算,前工序加工到什么程度,后工序再开始加工,避免后工序出现等待物料加工情况。
不同于平行移动,它不对零件生产进行批量分隔,不论每个工序加工速度快或慢,都是整批零件一次加工完。
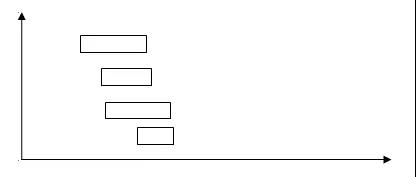
平行顺序移动图示如下:
平行顺序的优点:
1、 加工周期相对短。因为工序之间在时间上有并行加工的情况,所以它的加工周期比顺序移动短,和平行移动相比,其生产周期长。
2、 设备利用率高。因为平行顺序生产方式,零件批量不分隔,整批一次性加工完,所以设备切换成本低。
缺点:
1、生产排程麻烦。当前工序生产的慢,而后工序生产的快,需要计算前工序完成多少数量后,后工序才能开始加工,有一定计算量。
平行顺序的适用场合: 当客户交货期足够,生产企业又希望降低设备切换成本,可以采用此种生产方式。
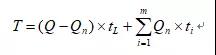
平行顺序生产周期计算方式:
注:
T:平行顺序移动方式加工周期;
n:零件批量数量;
ti :第i道工序的生产时间;
tl :单件生产工时,比前后两相邻工序加工时间长的单件工时;可以在第一工序前和最后一道工序后设置时间为0的虚拟工序。
ts :与前后两相邻工序中单件工时比,比前后工序都短的工序的单件工时;
例:一批制品,批量为4件,须经四道工序加工,各工序时间分别为:
t1=11,t2=5,te=15,t4=10
采用平行顺序移动方式计算:
=(11+5+15+10)+(4-1)×(11+15-5)=104
06、平行移动最优批量分隔方式
这3种流转方式中,最复杂的是平行移动,因为平行移动中有个批量分隔的问题。平行移动在生产过程中需要进行批量分隔,最简单的批量分隔方式是各个工序批量分隔数量相同,本文上面介绍的例子就是这种方式。
平行移动的例子,一次生产1000个零件,如果分成4个批次,每批生产250个,开始下一个工序;如果分成5个批次,每批生产200个,就开始下一个工序。分隔成不同的批次数量,影响着两个生产评价因素:
切换成本;
生产周期。
从生产计划安排的角度,我们希望生产成本低、生产周期短,可实际中,这两个目标又存在矛盾。往往生产周期短,就意味着需要频繁切换,生产成本高;反之,如果希望生产成本低,就需要减少切换次数,生产周期就长。
各工序分隔批量一样是可行方法,但不是最优批量分隔方法,因为不同工序切换成本不一致,更合理的是切换成本高的工序批量分割次数少,或者不分隔,切换成本低的工序可以多分隔工序。第一工序和加工时间最长的工序不需要批量分隔。
平行移动需要求解最优分隔次数,前面介绍用的例子是各个工序分隔次数相同,是为了说明平行移动的生产特点。事实上不同工序切换成本是不一样的甚至差别相当大,以笔者所在机械加工厂为例,加工中心因为其自动化程度高,一次加工尺寸多,切换繁琐,一般需要几个小时。企业经营时间就是金钱,切换时间长,就意味着成本高。而很多主要依靠手工操作的工序切换就很快,例如钻床,耗时才几分钟;如果是完全依靠手工的工序,就几乎没有什么切换成本。所以说,不考虑零件不同工序切换成本的不同,零件各个工序按照同样的数量分隔工序不是最优的平行移动方式,对于切换成本高的工序减少批量分隔数量,对于切换成本低的工序可以有更多的批量分隔数量,这种方式可以在同样的生产周期情况下,切换成本更少,进而生产成本更低。
设法求解零件在平行移动生产过程中,不同工序设置不同的批量分隔数量,进而达到生产周期满足客户订单要求的情况下,生产成本最小的目标。笔者认为有三种求解方式可以采用:
1、穷举法。该方法是通过计算机程序列出零件不同工序各种可能批量分隔方案,然后比较这些方案的生产周期和生产成本,选择在生产周期满足客户交货期要求情况下,生产成本低的方案;
2、提前人工设置好各个工序流转的批量。例如,不论一个工序总加工数量是多少,加工好500个之后,就开始下一工序;
3、先人工设置若干模式,然后程序在模式中选择批量分隔方式。例如设置一种模式,当生产批量大于200并小于500个时,一工序不分隔,二工序分隔三次,三工序分隔二次。
07、后记
在本文,笔者结合自己开发生产计划排程APS系统的开发经验,介绍了生产排产中三种移动方式,并且探讨了有些资料中介绍平行移动过于狭隘的定义,提出了更符合实际情况的定义,也探讨了平行移动中的复杂情况,不同工序分隔次数不一样,这点目前尚未见到其它资料探讨该问题。文中笔者观点供同业者参考。
APS系统生产流转方式和批量算法研究的更多相关文章
- 【案例】大型摩托制造企业如何高效排产?看APS系统如何帮忙
江门市大长江集团有限公司(下文简称,大长江集团)创建于1991年11月,是豪爵控股下属子公司. 大长江生产计划管理从最初的电子表格Excel 公式辅助计算,发展到按公司业务需求,利用Excel VBA ...
- 不懂APS系统?十个问答让你对APS瞬间明明白白
本文为您解答APS自动排程系统导入中客户常见的问题,帮助您评估企业是否适合导入APS,并了解需要的人力和资金的投入. Q1:哪些企业需要导入APS? A1: 编制生产计划有困难的企业都可以开始考虑导入 ...
- 你家的APS系统有这些功能吗?排程系统功能盘点
随着企业规模不断扩大,在经营管理方面会面临各种各样的问题,为了帮助解决此类问题,很多公司都会引入APS高级排程系统帮助进行生产管理的优化. APS系统针对的管理目标是 改善库存控制,大幅降低原料与中间 ...
- 汽车行业如何个性化定制转型?看APS系统在这家企业的运用
传统汽车行业中往往采用的是按库存推动式生产,一旦市场产生变动就会造成大量的生产,给企业带来大批的资金压力,而另一方面采用按单生产的方式企业往往面临供应链,产能的诸多约束条件限制,稍有不慎就会带来产线停 ...
- APS系统的现状以及与MES系统的关联
MES是智能工厂的核心,将前端产品设计.工艺定义阶段的产品数据管理与后端制造阶段的生产数据管理融合,实现产品设计.生产过程.维修服务闭环协同全生命周期管理. APS就是高级计划排程 应该说APS本来是 ...
- 【案例】保健品行业如何优化供应链管理?APS系统来帮忙
仙乐健康一直致力于为了客户提供世界级的产品及服务,随着业务量的不断扩大,公司先后实施了ERP系统,CRM系统,WMS系统,OA系统,朝着行业信息化水平领先的目标迈进. 但近年仅仅拥有传统ERP系统和手 ...
- 为什么共进电子会选择APS系统?(APS应用案例)
企业介绍 深圳市共进电子股份有限公司(下文简称,共进电子)自1998年创始,以 “发展企业,培养人才,回馈社会”为宗旨,拥有“T&W”商标.2015年2月登陆上交所A股市场,证券代码为6031 ...
- 物料管理混乱怎么办?APS系统帮你实现高效运输
APS系统可以高效地管理.控制分销中心并保证产品可订货.可盈利.能力可用.分销计划帮助企业分析原始信息,然后企业能够确定如何优化分销成本或者根据生产能力和成本提高客户服务水平. 今天成功的企业为了取得 ...
- 供应链管理如何提高效率?APS系统成优化引擎
APS系统,虽然它的起兴只有短短的十几年,但是在这段时间里面,它为很多企业解决了很多人工手动.脑力不可解决的问题. 所以APS被誉为供应链优化引擎,APS常常被称为高级计划与排程,但也有称为高级计划系 ...
随机推荐
- IOS系统在Safari安装ipa文件
配置点击下载的地址 itms-services://?action=download-manifest&url= "plist文件路径"plist文件配置 IIS网站配置要 ...
- Swift相比OC语言有哪些优点
Swift相比OC语言有哪些优点 1.自动做类型推断 2.可以保证类型使用安全 Swif类型说明符 --Swift增加了Tuple表示元组类型 --Swift增加了Optional表示可选类型 常量一 ...
- 微信小程序动画之弹出菜单
用微信小程序做了一个动画,效果如上图: 代码: js: Page({ data: { isPopping: false, animPlus: {}, animCollect: {}, animTran ...
- Windows下Python3.7的安装
1.下载Python3官网地址:www.python.org当前最新版本为Python 3.7.3. Windows下有个6个下载链接Windows x86-64 embeddable zip fil ...
- docker系列(四):数据卷
1 引言 容器就相当于一个简易的操作系统,我们在上面部署我们的环境,不可避免地产生一些数据,但是,可能由于断电等等原因,容器退出了,那么之前容器中的数据就不符存在,则往往不是我们想要的,更多的,我们是 ...
- Python类定义、属性、初始化和析构
类的定义,属性和方法概念 方法中self的作用和意义 初始化( __init__ ) 和 析构方法( __del__ ) 类的定义 class 类名 实例 实例名 = 类名() 一个“实例”的“特征” ...
- 2018年蓝桥杯A组C/C++决赛题解
2018年第九届蓝桥杯A组C/C++决赛题解 点击查看视频题解 点击查看2018年蓝桥杯A组C/C++决赛题目(不含答案) 1:三角形面积 画个图,求三角形面积,可以用外接长方形 - 其他多余区域面积 ...
- C++ class内的 < 和 > 重载,大于号,小于号,重载示例。
#include <iostream> // overloading "operator = " outside class // < 和 > 是二元操作符 ...
- 洛谷P3723 [AH2017/HNOI2017]礼物
吴迪说他化学会考上十分钟就想出来了,太神了%%%不过我也十分钟 但是调了一个多小时啊大草 懒得人话翻译了,自己康吧: 我的室友(真的是室友吗?)最近喜欢上了一个可爱的小女生.马上就要到她的生日了,他决 ...
- 1+x证书Web前端开发CSS3详细教程
web 前端开发之 CSS3 新特性 http://blog.zh66.club/index.php/archives/189/ web 前端开发之 html5 新特性 http://blog.zh6 ...